选料:按平面拼花标准选择荒料并开料。开料前要对荒料进行检查,确认荒料的质量符合拼花质量的选料标准。
开料:对实心柱料及非常规厚度料用圆盘锯或其它设备开板。实心圆柱开料厚度方向另加不少于10mm的造型余量。
切板及切圆柱坯料:按生产加工单上的尺寸要求切板、圆柱坯料。圆柱坯料一般在长度方向加不少于10mm的余量,在直径方向加不小于10mm的余量。
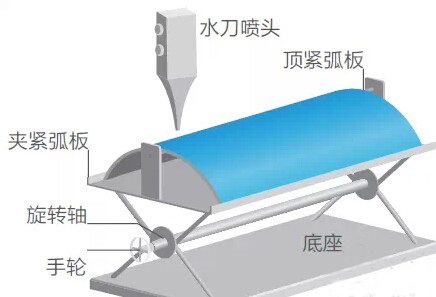
下料:用水刀机按生产加工单上的图形编程序,加工拼花件。
排板、调色:将水刀机加工出来的拼件按生产加工单上的图形大致排开,使同条柱同材料的拼件颜色基本一致。
实心柱造型:实心柱造型分两个步骤进行。首先对实心柱坯料用车床造型柱身,柱身造型好后再用柱式雕刻机或数控车床按生产加工单上的图形加工拼花轮廓。拼花轮廓要比图纸略为放大1mm,便于拼件的放入,深度不小于10mm。
修磨拼件:因为水刀机加工出来的拼件有毛刺,必须用手磨机将毛刺修整平滑才能放入到实心柱的镶嵌轮廓中。
定位、粘接:将拼件按生产加工单上的图形定位,粘接,放入到对应的位置处。先将被粘处放上干挂胶或大力士胶,再把拼件放到对应的位置,并来回挪动一下拼件,使胶混匀。在胶未干时,及时将溢出的胶刮去,避免胶外溢而影响拼花表面质量。
粗磨、再造型实心柱拼花:由于拼件是由平面板材加工出来的,而实心柱是有弧度的,因此拼件粘好后,拼花表面弧度与实心柱的弧度不吻合的,需要对实心柱拼件粘接处打粗磨成圆柱。
表面补胶处理:检查实心柱拼花表面,观察表面拼缝的胶颜色是否与实心柱表面颜色基本一致及胶缝中是否填满胶。如果胶的颜色与石材表面不一致,挖去不一致处,并用与板面颜色基本一致的胶修补。
打磨抛光实心柱拼花:用手工或车床对粘好的实心柱拼花打磨抛光,光泽度不低于85°,并且产品表面无磨头痕迹。