抛丸工艺与喷砂工艺的根本区别是抛射,而不是喷射,抛射的不是砂,而是钢丸。钢丸直径弘远于喷砂直径。他的原理是根据详细要求将不同粒径的钢丸高速射到板材表面,冲击力巨大的钢丸迅速把石材表面剥蚀成立体感很强的表层。用这种方法加工出来的产品,不但质量不乱,外表美观没有盲区,而且加工速度快,本钱低。与机刨、烧毛等工艺比起来,这种方法极具竞争力,在石材领域有着广泛的应用远景。
目录
用抛丸工艺和设备加工的产品特点
1、加工质量不乱,采用统一尺度的钢丸,抛丸过程自动控制,工件表面的纹路平均。
2、抛射的钢丸是由镍镉合金制成,不会引发普通钢丸造成的石材表面锈斑。
3、出产工艺环保:取代石英喷砂,粉尘量降到最低水平;钢丸经回收,重复使用。
4、出产本钱低:满负荷前提下,本钱仅为0.4—0.65元/M(以大理石为例,本钱中包括电耗、钢丸消耗和设备磨损)
5、效率高:进料速度每分钟1米(花岗石)至 3米(大理石),根据特殊要求还可以上下两面同时加工。
6、表面粗拙程度可根据需要加工按粗拙程度选用不同粒种的钢丸即可。
7、加工石材的品种不受限制,既可加工花岗石,也可加工砂石、大理石、板岩等不能火烧的岩石,还可加工各种金属板材。
8、加工的工件规格最大宽度为1300MM。特殊宽度可在设备制作中给予改进,加工工件的形式不受限制,既可以是平板也可以是圆柱或其他外形。
在石材加工技术日益发展的今天,抛丸糙面加工技术无疑填补了石材糙面加工的空缺,为石材的应用提供了又一个新的尝试,为建筑设计师提供了石材饰面材料一个崭新的方面。在现代石材产业领域,抛丸糙面加工这个新生技术必定会得到更大的发展,抛丸糙面产品以他新奇、廉价、适应性强、装饰性好的特点,为打造城市风景,装点人类栖身的家园,越加显现出更广泛的应用空间。
抛丸机简介
在此基础上制作出的设备叫做“抛丸机,其主要组成部门有:抛射器,上下料传送带,钢丸轮回系统,自动控制系统和环保系统等。抛丸机的基本原理是:经由人工或自动化设备将石料放至于传送带上,传送带将石料送入抛丸室,离心式抛射器将淤滞的钢丸抛射到石料表面,经处理后的石料通过输送带移到下料区。钢丸则通过回收,分选等程序得以重复使用。
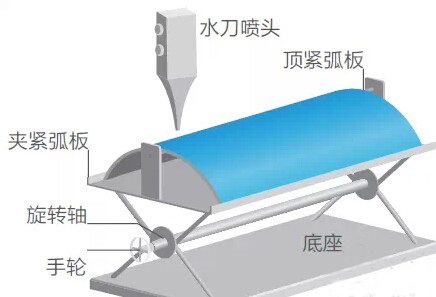
离心式抛射器是设备的核心部件,钢丸(A)通过蜗式阀(B)进入抛射器进口(C),配量器(D)将钢丸加速到与抛射轮(E)相匹配的速度,高速钢丸被导流套管(F)导向抛投叶片(G),并被抛射到抛丸室的加工件上。钢丸的流量由蜗形阀控制,通过调整导流套管的启齿(H)来确定钢丸的抛射角度,而钢丸的抛射速度则取决于抛射轮的转速。
工件驶离抛丸室后,直接进入工件清理间,残留在工件上的钢丸和粉尘被旋转毛刷和高压吹风机清除,并通过旋转螺杆被送到风选机,在这里钢丸从粉尘和石料岩屑中分离出来,重新进入轮回系统,而粉尘和石料残渣则被排放到集尘器中。
一台大功率的风机不但为风选机提供足够的风量气流,同时也保证工作的抛丸室始终保持相对负压状态避免粉尘外逸。系统经由过滤后,风尘被排放到集尘器中,而空气则通过排风扇排放。假如通过二级除尘,空气可直接排放到车间,不会造成任何污染。再在抛丸室附近安装一个隔音仓,即可创造出一个低粉尘,低噪音的工作环境。
自动控制系统可以调整和控制进料速度、抛丸强度等变量,由光栅构成的信号采集系统将上下料信息传递给控制中央,控制中央根据这些信息自动调整机器的运行状态,确保只有当工作进入抛丸室后,抛丸系统才开始工作,而当工件驶离抛丸室后,系统则自动休止抛丸,这样就避免了设备空转和无谓的磨损;当工作输送带停驶时,钢丸供给也就自动休止,从而避免了抛丸室内的部件因过度抛丸而报废。